


Опис

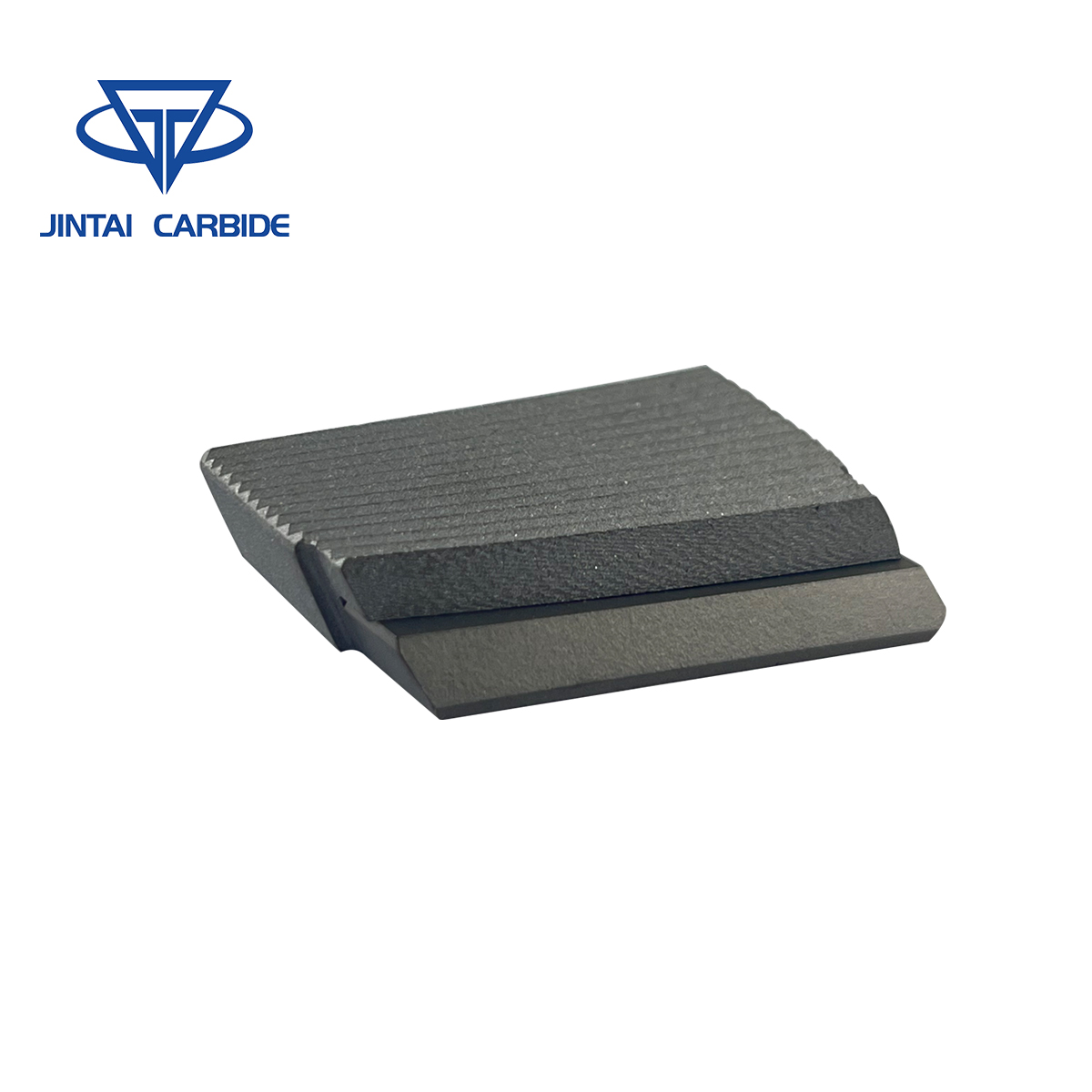
Секач за мелење на лице за алуминиумска ингота
Преглед на производот:
фреза, прецизни глодачи и обложени глодали. Грубиот глодач
Карактеристики на производот:
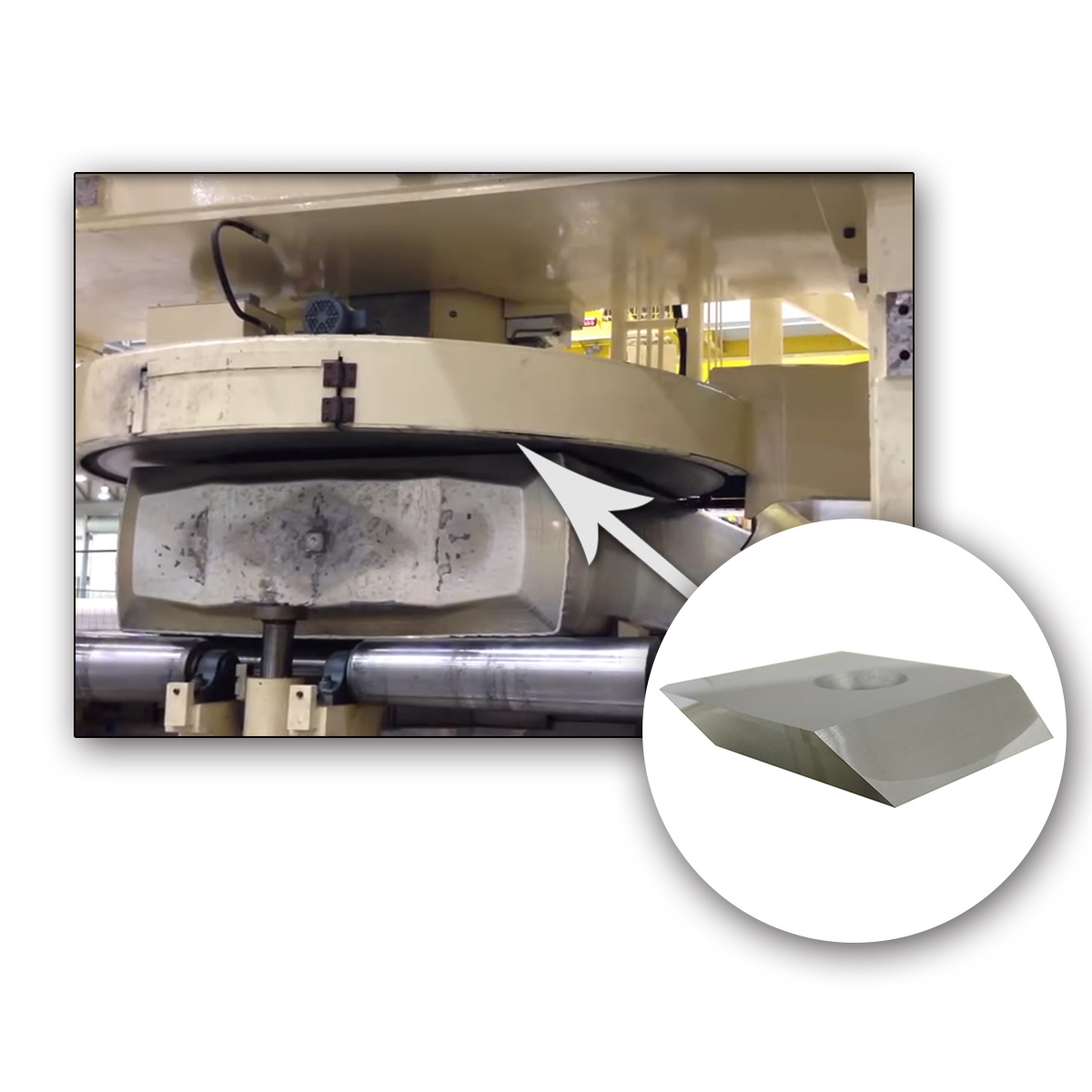
стабилност на обработката.
Грубо мелење:

| Код за нарачка | Димензии (мм | ||||
| L | R | d | S | s1 | |
| JT6206-L | 37.4 | 3 | 7 | 8 | 2 |

| Код за нарачка | Димензии (мм) | ||||||
| L | R | S | S1 | S2 | d | d1 | |
| JT6206-M | 30 | 3 | 8 | 2.4 | 0,65 | 8.2 | 7.2 |
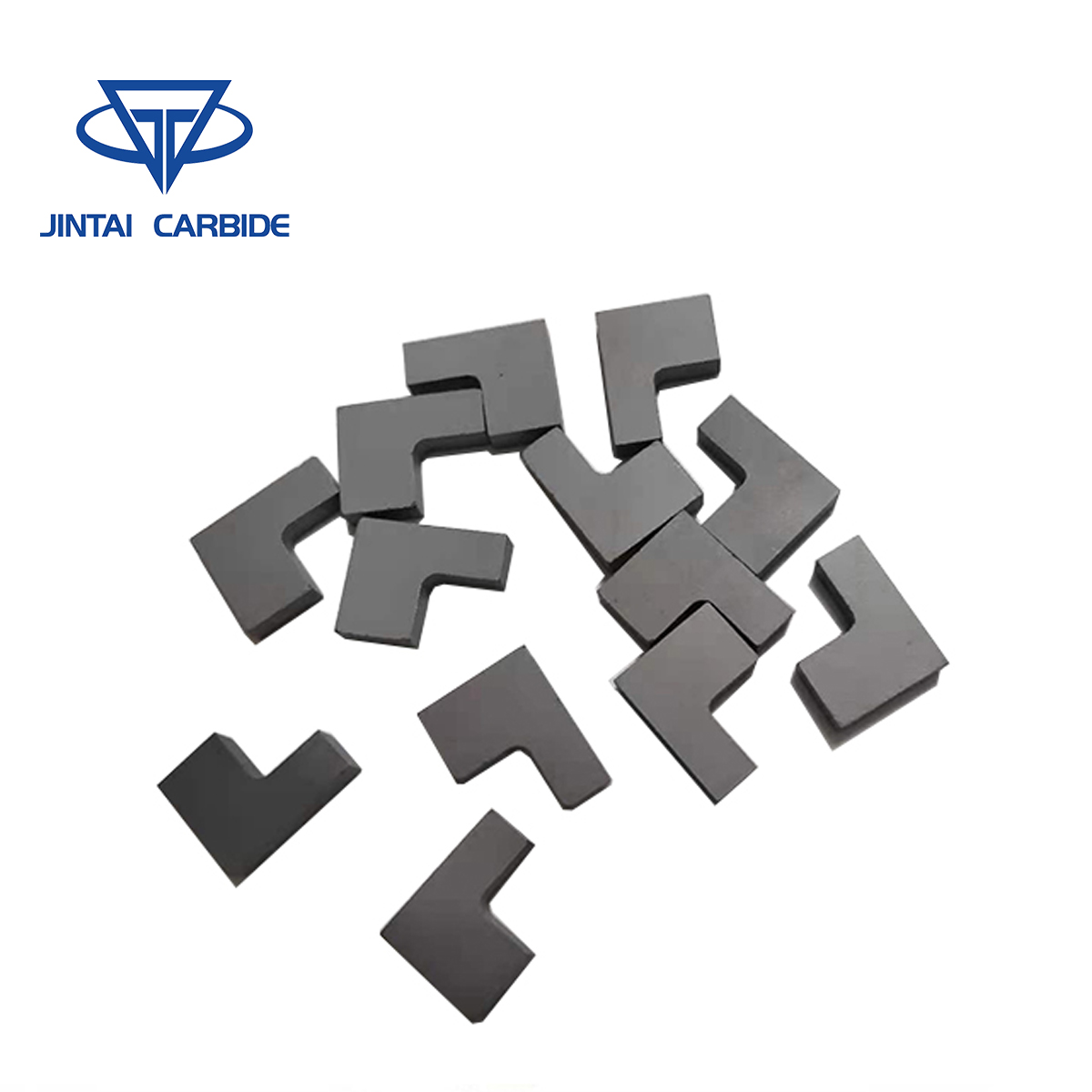
Финиш фреза:

| Код за нарачка | Димензии (мм) | ||||||
| L | L1 | R | R1 | S | S1 | d | |
| JT6027 | 37.4 | 37.08 | 3 | 730 | 8 | 2 | 7.4 |
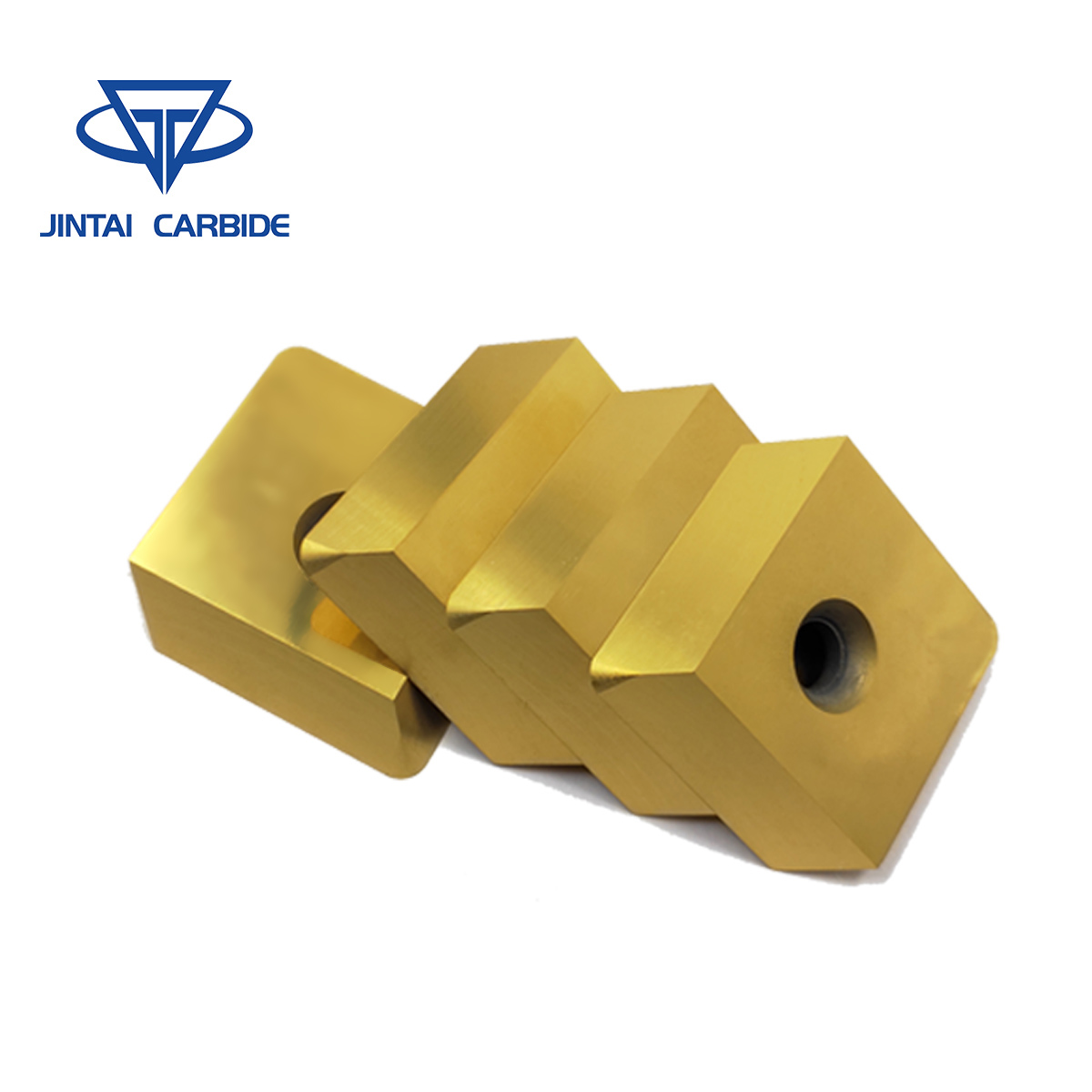
Обложена фреза:

Список со оценки
| Одделение | ISO код | Физички механички својства (≥) | Апликација | ||
| Густина g/cm3 | Цврстина (HRA) | ТРС N/mm2 | |||
| YG3X | К05 | 15,0-15,4 | ≥91,5 | ≥1180 | Погоден за прецизна обработка на леано железо и обоени метали. |
| YG3 | К05 | 15,0-15,4 | ≥90,5 | ≥1180 | |
| YG6X | К10 | 14,8-15,1 | ≥91 | ≥1420 | Погоден за прецизна обработка и полуобработка на леано железо и обоени метали, како и за преработка на манган челик и гасен челик. |
| YG6A | К10 | 14,7-15,1 | ≥91,5 | ≥1370 | |
| YG6 | К20 | 14,7-15,1 | ≥89,5 | ≥1520 | Погоден за полуобработка и груба обработка на леано железо и лесни легури, а може да се користи и за груба обработка на леано железо и нисколегиран челик. |
| YG8N | К20 | 14,5-14,9 | ≥89,5 | ≥1500 | |
| YG8 | К20 | 14,6-14,9 | ≥89 | ≥1670 | |
| YG8C | К30 | 14,5-14,9 | ≥88 | ≥1710 | Погоден за вметнување ротирачко дупчење со ударна карпа и битови за дупчење со ротациони ударни карпи. |
| YG11C | К40 | 14,0-14,4 | ≥86,5 | ≥2060 | Погоден за вметнување на запци во облик на длето или конусни заби за тешки машини за дупчење карпи за справување со формации на тврди карпи. |
| YG15 | К30 | 13,9-14,2 | ≥86,5 | ≥2020 година | Погоден за испитување на истегнување на челични шипки и челични цевки под високи коефициенти на компресија. |
| YG20 | К30 | 13,4-13,8 | ≥85 | ≥2450 | Погоден за правење матрици за штанцување. |
| YG20C | К40 | 13,4-13,8 | ≥82 | ≥2260 | Погоден за изработка на ладно печатење и ладно цедење матрици за индустрии како што се стандардни делови, лежишта, алати итн. |
| YW1 | М10 | 12,7-13,5 | ≥91,5 | ≥1180 | Погоден за прецизна обработка и полуобработка на нерѓосувачки челик и општ легиран челик. |
| YW2 | М20 | 12,5-13,2 | ≥90,5 | ≥1350 | Погоден за полуобработка на нерѓосувачки челик и нисколегиран челик. |
| YS8 | М05 | 13,9-14,2 | ≥92,5 | ≥1620 | Погоден за прецизна обработка на високотемпературни легури на база на железо, никел и челик со висока цврстина. |
| YT5 | P30 | 12,5-13,2 | ≥89,5 | ≥1430 | Погоден за тешко сечење на челик и леано железо. |
| YT15 | P10 | 11.1-11.6 | ≥91 | ≥1180 | Погоден за прецизна обработка и полуобработка на челик и леано железо. |
| YT14 | P20 | 11.2-11.8 | ≥90,5 | ≥1270 | Погоден за прецизна обработка и полуобработка на челик и леано железо, со умерена стапка на напојување.YS25 е специјално дизајниран за глодање на челик и леано железо. |
| YC45 | P40/P50 | 12,5-12,9 | ≥90 | ≥2000 | Погоден за тешки алатки за сечење, обезбедувајќи одлични резултати при грубо вртење на одлеаноци и разни челични кованици. |
| YK20 | К20 | 14.3-14.6 | ≥86 | ≥2250 | Погоден за вметнување на делови за дупчење со ротациони ударни карпи и дупчење во тврди и релативно тврди карпести формации. |
Процес на нарачка

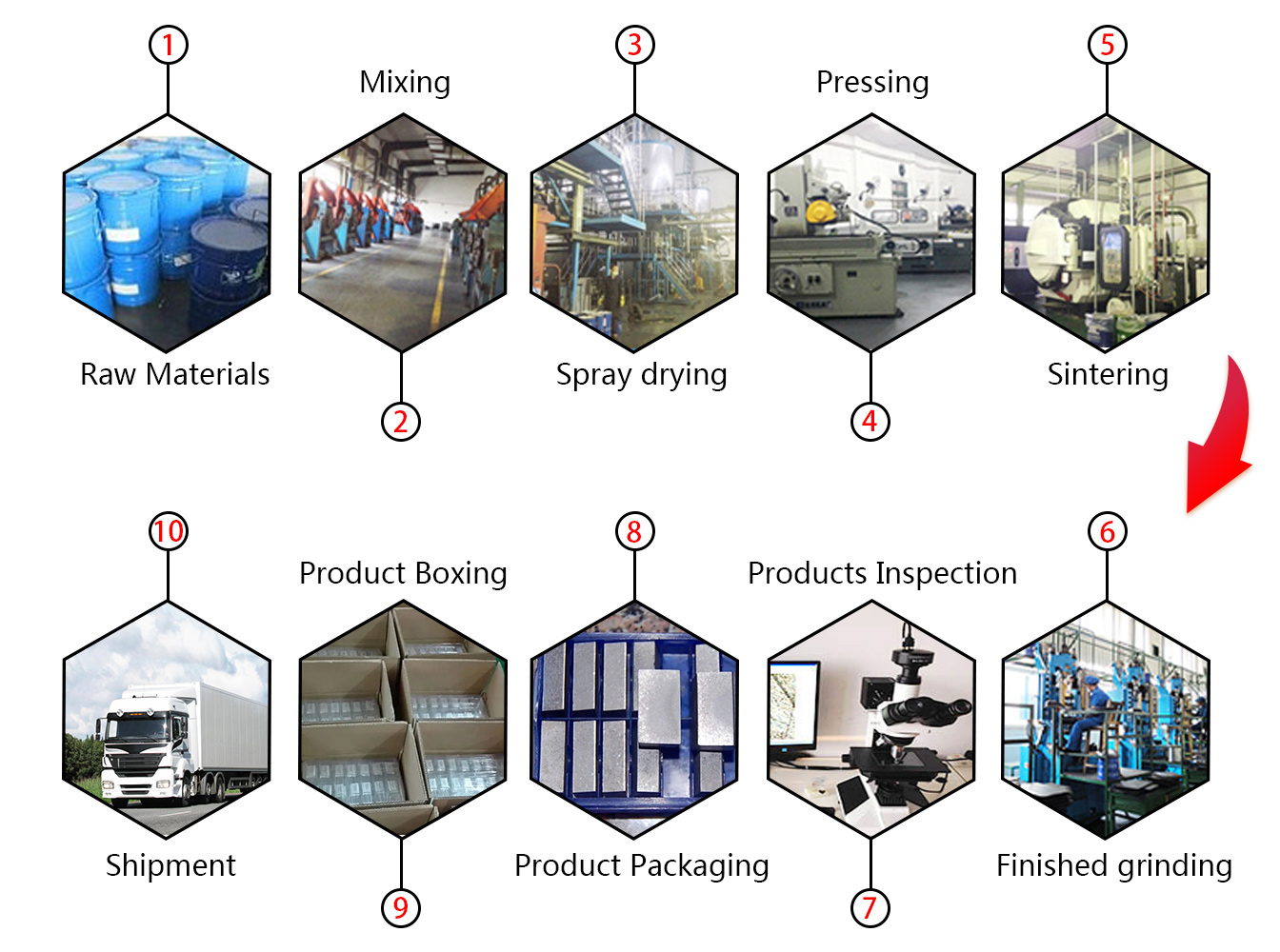
Процес на производство
Пакување